
Optimising moisture while maintaining feed quality
Optimising moisture content in feed is key from an economic and feed quality point of view. However, too much free and ‘unprotected’ moisture leads to rapid mould development. A combination of activated propionates with selected surfactants can optimise the moisture content without sacrificing feed quality.
Most feed mills recognise the importance of moisture control in animal feeds. Optimising moisture levels is crucial from an economic as well as a feed quality point of view. For commercial reasons it is important to control moisture content in order to compensate for losses that occur during grinding and cooling processes. Moreover, a sufficient moisture level is important as it reduces the energy usage during the pelleting process, and it ensures that production runs more smoothly by lowering the risk of blockages. This is important for preventing nutrient losses as a result of excessive heat production. Furthermore, it guarantees good pellet quality as an optimal moisture level is known to positively affect pellet hardness. The down side of increasing moisture levels, however, is that free and ‘unprotected’ water poses a significant threat to feed quality, as ideal conditions are created for rapid mould growth and the development of mycotoxins.
Grinding and cooling
Grinding and cooling are the main processes that cause moisture losses, which are difficult to recover. Injecting steam in the press meal before pelleting is a well accepted method to improve the efficiency of the pelleting process. This added moisture, however, usually disappears again by evaporation during the cooling process. This typically results in moisture losses between 0.5 and 1% in the final feed compared to the raw materials. An interesting way to compensate such losses is by adding water during the mixing process. Practical experience reveals that just adding water has limited potential: after cooling, moisture levels in the final feed are at best equal to the moisture level of the press meal, even at high additions of water. Adding water also significantly increases the risk and speed of mould growth. Still, feed mills are seeking ways to capture the benefits of improved moisture levels on production efficiency and quality of their final feed. The main challenge is to ensure the added water is retained, without putting the shelf-life of the final feed at stake.
Emulsifiers and surfactants
Research has indicated that the use of surfactants and emulsifiers in combination with adding water is an effective method to improve the retention percentage of this added water. Surfactants and emulsifiers are known to reduce the surface tension of water, allowing for better penetration and improved distribution of the water into the press meal. Commercially available emulsifiers have proven to be effective in improving feed mill efficiency and feed moisture levels when combined with the addition of water during the mixing process. The risk of increasing mould growth is, however, not tackled and often the shelf-life of the feed is negatively affected.
New technology
Liquid mould inhibitors are commonly used to control moulds in raw materials and feeds. Combining moisture control with a mould inhibiting product enables a moisture optimisation program without the risk for mould development due to ‘unprotected’ water. Selko Feed Additives recently launched a new technology for mould inhibition in which activated propionates are combined with selected surfactants. The micelle forming properties of the activated propionates increase the porosity of the moulds’ outer layer, which in combination with the surfactants significantly enhances the inhibition of mould. The application of this concept of combining activated propionates with surfactants to moisture control was tested at the experimental feed plant of Nutreco R&D. It was hypothesized that the water binding properties of the activated propionates in combination with the benefits of surfactants would be beneficial in retaining added water while maintaining or even improving shelf-life. A trial was performed comparing the effects of: (1) not adding water; (2) adding water (1.5%) plus a commercially available emulsifier at 300 g per ton; (3) adding water (1.5%) plus a mixture of activated propionates with surfactants (Fylax® Forte) at 300 g per ton; and (4) adding water (1.5%) plus a mixture of activated propionates with surfactants (Fylax® Forte) at 750 g per ton. The 300 g per ton of feed was chosen as this is a common inclusion rate for emulsifiers used for moisture optimisation. The recommended dosage for mould inhibition is 750 g per ton. A piglet feed with relatively high moisture was selected. Products were dissolved in water and sprayed into the mixer using a liquid dosing system. All batches were performed in duplicates under controlled conditions. Pelleting pressure and steam were fixed in all groups. Start and final moisture levels (after cooling) were determined (one hour at 100°C) and pellets were analysed for quality (hardness). Pressing time and energy usage (kW per hour) were used as indicators for production efficiency. Shelf-life was determined by performing a stress test at 95% humidity and 35°C.
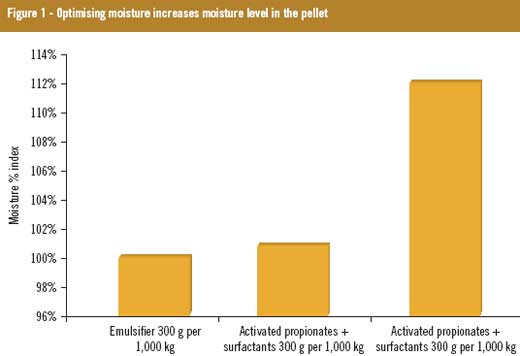
Pellet moisture percentage
Figure 1 compares the effect of different treatments on pellet moisture percentage after cooling. As adding emulsifiers can be considered as the industry standard, the moisture level of this treatment was set as index 100. At 300 g per ton, the water binding properties of the activated propionates and the synergistic effect with the surfactant resulted in similar to slightly improved water retention properties as compared to the pure emulsifier. Adding a higher inclusion of activated propionates with surfactant resulted in a clearly higher moisture percentage with a retention percentage of more than 130%. This effect can be explained by strength of the water binding and surfactant properties that at this high inclusion not only hold the added water but also capture part of the steam that was injected during the pelleting process. As expected, the increased moisture levels reduced the energy usage of the pelleting process, in kW per hour (Figure 2) as well as in kW per metric ton of feed produced. Again the reduction was similar for the emulsifiers, and the combination of activated propionates and surfactants, both reducing energy consumption by 7%. The higher inclusion rate of activated propionates and surfactant resulted in reduced energy use of 12%. This result confirms that higher moisture levels have positive effects on reducing the energy cost of feed production. As an additional benefit, production runs more smoothly, which lowers the risks of blockages during the pelleting process. In all groups, pellets remained well within industry quality standards.
Maintaining shelf-life
The combination of activated propionates and surfactants at 750 g per ton of feed resulted in a substantial increase of the shelf-life of the pelleted feed. In order to determine the economical feasibility of moisture control for feed mills, return on investment was calculated using the cost-benefit. The cost and benefits per ton of feed were calculated using commercial prices for tested products, pig feed and electricity. The cost-benefit ratio indicates the savings in Euros for each Euro invested in moisture optimisation. As shelf-life is difficult to quantify in cost or profit, a qualification is given. A combination of organic acids with micelle forming activated propionates and selected surfactants along with adding water to press meal is an effective method to optimise feed moisture levels, improve production efficiency and ensure pellet quality. The mould inhibiting properties of this technology eliminate the negative effect on shelf-life that is common for strategies of adding only water, or adding water and emulsifiers. The relative low inclusion rates allow for significant economic benefits to the feed mill, while maintaining shelf-life of the feed. This makes it an interesting approach for countries and feed products for which economic optimisation is very important. When dosed at levels which are common for mould inhibitors, even more benefits can be achieved, as water retention rates are much higher and shelf-life can be significantly increased. This makes it especially interesting for manufacturers of specialty feeds and pet foods, who are typically looking for long shelf-life, but who still want to achieve the benefits from an improved and reliable production process.
Join 26,000+ subscribers
Subscribe to our newsletter to stay updated about all the need-to-know content in the feed sector, three times a week.







 Beheer
Beheer WP Admin
WP Admin  Bewerk bericht
Bewerk bericht